壓痕的形成
絕大部分壓痕都是沖切過程中,材料受到刀刃的擠壓產(chǎn)生的,,且兩刀的距離越近越明顯,沖切深度越深越明顯,。(如“圖1”)

案例分析
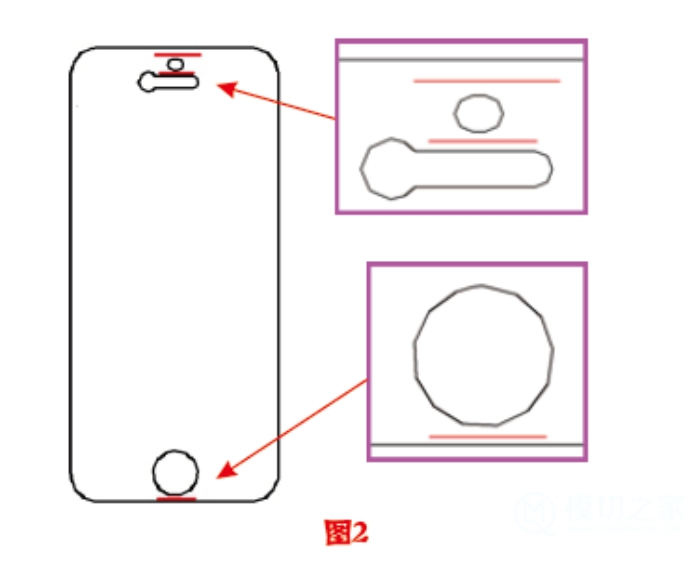
這里以Iphone5S的正面保護膜為例。圖2中的紅色部分為壓痕的重災(zāi)區(qū),。要怎么來解決這個問題呢,?
首先:從刀方面入手。
如圖1所示,, 壓痕是因為刀刃產(chǎn)生的,,但無刃不成刀,壓痕是很難避免了的,。既然壓痕難消除,,那就想辦法讓刀刃往廢料方面擠壓。
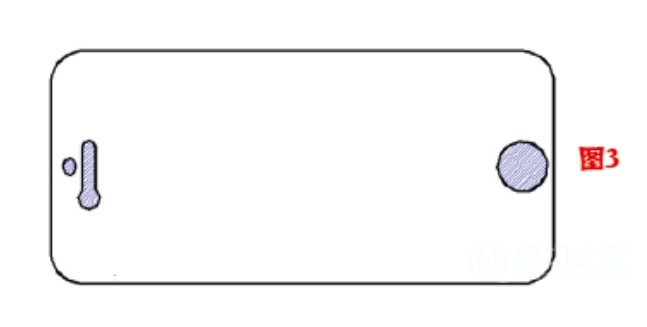
如圖3所示,, 陰影部分為廢料區(qū)域,, 我們把刀刃角度設(shè)計在陰影廢料這邊,使壓痕產(chǎn)生于廢料處,,而另一邊為平整,。然后通過雕刻模吸掉廢料或者用排廢膠帶拉掉廢料。
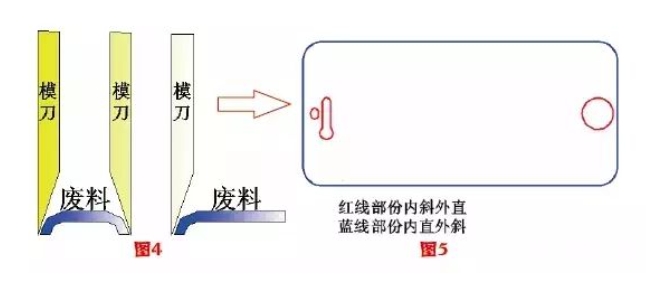
如圖4,、圖5,, 可以用單鋒刀,, 刀刃朝廢料方向, 這樣壓痕就可以往廢料那邊擠壓,。
為確保萬一,,還需要在墊刀泡棉上下功夫。

如圖6,,將廢料部分的墊刀泡棉去掉或是改薄,,為壓痕騰出空間。
如圖7,,產(chǎn)品位上的泡棉能有效壓平材料,,防止材料產(chǎn)生折痕。此處墊刀泡棉的選用會直接影響壓痕的效果,。
厚度選擇:一般建議選高出刀鋒0.5-1.0mm為宜,。
硬度選擇:一般建議40度,回彈度70%的泡棉為宜,。
調(diào)模注意事項
如前面所述,,沖切的深度直接導(dǎo)致壓痕的效果加深,所以在生產(chǎn)過程中要盡可能的保證刀的鋒利,。
現(xiàn)在很多學(xué)徒為了方便,,總喜歡在底板上壓個全刀印后再開始調(diào)模,殊不知這一壓就會直接損耗掉模具20%以上的壽命,。
個人的調(diào)模經(jīng)驗如下:
①調(diào)模時在模具下方墊三層離型紙,,然后慢慢下降。
②觀察第一層紙有出現(xiàn)切斷后停止,, 哪里先破就刮哪里,。刮完后再降,如止循環(huán),。直到第一層紙所有刀痕切平,。
③在進行以上動作時,盡量不要切斷第三層紙,??梢缘谌龑蛹埾路綁|張復(fù)寫紙,這樣底板上就會印出刀的相應(yīng)位置,。
④第一層可全部切斷后,,就可以用主材進行調(diào)模。
以上方法為個人喜好,,針對刀鋒要求高的產(chǎn)品可有效的減少刀鋒與底板的接觸,,降低刀鋒的損耗。
總結(jié)
綜合上述說明,壓痕的產(chǎn)生主要與刀刃有關(guān),,因此可以通過控制刀刃的方向來改善,,同時通過對墊刀泡棉的調(diào)整提高改善的效果。
在運用以上方法都不能有效解決的情況下,,還可以根據(jù)實際情況,,改小刀刃的角度來改善壓痕。
具體角度會因材料硬度及厚度而異,,開多兩模仔細(xì)觀察分析,,總會解決問題的。